

苏州恒玖锦业研发生产五金自动喷涂线是一种高度自动化的生产设备,专门用于对五金制品进行表面喷涂处理。它广泛应用于家具、汽车零部件、电子产品外壳等众多五金产品制造领域,通过自动化操作显著提升生产效率与产品质量,同时减少人工干预带来的质量波动。以下从其系统构成、工作流程、核心优势及维护要点展开详细介绍。
一、系统构成
输送系统
悬挂式输送链:在五金自动喷涂线中应用广泛,它由链条、轨道、驱动装置和吊架组成。链条沿着预设轨道运行,驱动装置提供动力,吊架用于悬挂五金工件。这种输送方式能使工件在喷涂过程中保持稳定,并且便于实现的喷涂操作,尤其适合形状复杂的五金件。
速度调节装置:可根据不同的喷涂工艺和工件大小,调节输送链的运行速度。例如,对于大型五金件或需要厚涂层的产品,可适当降低输送速度,确保涂层均匀;而小型简单工件则可提高输送速度,提升生产效率。
前处理系统
脱脂清洗设备:采用喷淋或浸泡的方式,利用专门的脱脂剂去除五金工件表面的油污、油脂和加工残留杂质。脱脂剂的选择会根据五金材质和油污类型而定,确保有效去除油污且不损伤工件表面。
水洗槽:通常设置多级水洗槽,采用逆流漂洗的方法。工件依次经过各个水洗槽,将残留的脱脂剂彻底清洗干净。这种设计既保证了清洗效果,又能节约用水。
除锈设备:对于容易生锈的钢铁材质五金件,常用的除锈方法有酸洗、喷砂和抛丸。酸洗是通过酸性溶液与锈层发生化学反应,溶解锈迹;喷砂和抛丸则是利用高速喷射的砂粒或弹丸冲击工件表面,去除锈层并使表面粗糙,增强涂层附着力。
表调与磷化工序设备:表调液能够调整工件表面微观结构,为磷化处理创造良好条件。磷化设备通过在工件表面形成一层磷酸盐化学转化膜,提高涂层与五金表面的附着力和耐腐蚀性。
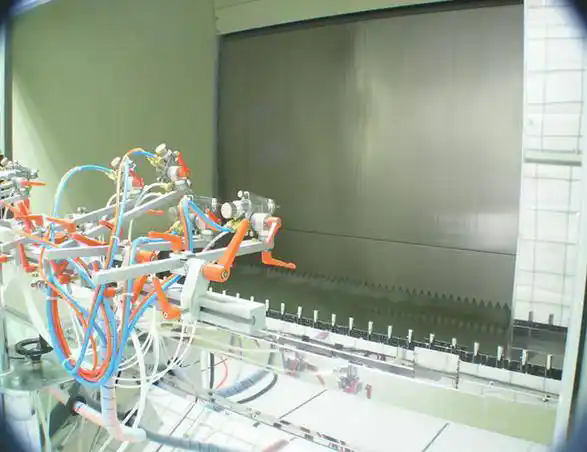
 喷涂系统
喷涂系统
喷漆房:具备良好的密封性能和通风系统。通风系统分为进风与排风两部分,进风经过多级过滤,确保进入喷漆房的空气洁净,减少灰尘对涂层质量的影响;排风系统及时排出喷漆过程中产生的漆雾和废气,维持喷漆房内适宜的工作环境。同时,喷漆房内还配备漆雾过滤装置,对排出的废气进行初步处理,降低环境污染。
自动喷枪:常见类型有空气喷枪、高压无气喷枪和静电喷枪。空气喷枪通过压缩空气将油漆雾化喷出,适用于一般精度和涂料黏度较低的喷涂;高压无气喷枪利用高压使油漆从喷嘴喷出并雾化,适合高黏度涂料和大面积快速喷涂;静电喷枪则利用静电吸附原理,使带电荷的油漆颗粒更均匀地吸附在工件表面,大大提高涂料利用率和涂层质量。喷枪安装在可多轴运动的机械臂上,通过编程控制机械臂的运动轨迹,实现对五金工件各个部位的喷涂。
供漆系统:由油漆储存罐、搅拌装置、过滤装置、输送管道和泵组成。油漆储存罐储存不同颜色和类型的油漆;搅拌装置持续搅拌油漆,防止沉淀和分层;过滤装置能有效过滤掉油漆中的杂质,保证喷枪的正常工作;泵负责将油漆从储存罐输送到喷枪,通过压力控制实现稳定的油漆供应。
烘干固化系统
热风循环烘干炉:通过热空气的循环流动,使五金工件均匀受热,促使油漆中的溶剂挥发,实现涂层的固化。烘干炉内设置多个风道和温度传感器,确保温度均匀分布,避免局部过热或过冷对工件和涂层造成不良影响。温度和烘干时间可根据油漆类型和工件要求进行调整。
红外烘干设备:利用红外线辐射加热,使油漆分子快速振动升温,从而加速固化过程。红外烘干具有加热速度快、能量利用率高的特点,特别适合对烘干效率要求较高的生产场景。
UV 固化设备:适用于 UV 光固化涂料,通过紫外线照射,引发涂料中的光引发剂产生自由基,使涂料迅速交联固化。UV 固化速度极快,通常只需几秒钟到几分钟,能够有效提高生产效率,且固化后的涂层具有良好的硬度和耐磨性。
检测与返修系统
检测工位:采用人工目检与自动化检测设备相结合的方式。人工主要检查工件表面的外观缺陷,如颗粒、流挂、漏喷等;自动化检测设备如涂层测厚仪、硬度计、附着力测试仪等,用于测量涂层的厚度、硬度和附着力等性能指标。
返修工位:对于检测不合格的工件,根据缺陷类型进行针对性返修。轻微的外观缺陷可通过打磨、补漆等方式修复;严重的质量问题则需重新进行前处理和喷涂。返修后的工件会再次进入检测环节,直至达到质量标准。
控制系统
PLC 控制系统:作为整个喷涂线的核心控制单元,它通过编写程序来协调各个系统的运行。可以控制输送系统的速度、喷涂系统的喷枪运动轨迹和喷涂参数、烘干固化系统的温度和时间等。同时,PLC 系统还具备故障诊断功能,能够及时发现并报警设备运行过程中的异常情况,方便维修人员快速定位和解决问题。
人机界面(HMI):操作人员通过 HMI 与 PLC 控制系统进行交互。在 HMI 上,可直观地监控设备的运行状态、实时调整工艺参数,并查看历史生产数据和故障记录。这种可视化操作界面使得生产过程更加透明,便于操作人员进行管理和优化生产。
二、工作流程
上料:人工将待喷涂的五金工件悬挂在输送链的吊架上,或放置在专用的托盘上,输送链以设定的速度将工件依次送入前处理系统。
前处理
脱脂清洗:工件首先进入脱脂设备,通过喷淋或浸泡脱脂剂,去除表面油污。
水洗:经过脱脂的工件进入多级水洗槽,通过逆流漂洗,彻底清除残留的脱脂剂。
除锈(如需):易生锈的五金工件进行除锈处理,根据不同的除锈方法选择相应的设备。
表调与磷化:工件在表调液中调整表面状态后,进入磷化设备进行磷化处理。
喷涂:前处理后的工件进入喷漆房,自动喷枪依据预设的程序和参数,对工件进行喷涂,使油漆均匀覆盖在工件表面。
流平:喷涂后的工件在输送链的带动下,在特定区域内自然流平。在此过程中,油漆在表面张力的作用下,消除因喷涂产生的表面缺陷,提高涂层的平整度。
烘干固化:流平后的工件进入烘干固化系统,根据所使用油漆的类型,选择热风循环烘干、红外烘干或 UV 固化等方式进行固化,使油漆形成坚固耐用的涂层。
检测:固化后的工件到达检测工位,先由人工进行外观检查,再通过自动化检测设备测量涂层的性能指标。
返修(如需):不合格的工件被送至返修工位,根据缺陷类型进行修复,修复后重新检测。